






技术研发
H酸废母液的资源化处理技术研究
H酸废母液的资源化处理技术研究
毕亚凡 ,
(1.武汉化工学院环境科学与工程系.武汉430073;
李庆新 , 刘煦晴
2.湖北省黄石高等专科学校环境与化学工程系,黄石435000)
摘要:以萃取一反萃取体系处理萘系染料中间体H 酸废母液,通过静态单因素试验和正交试验确定最佳萃取一反萃取工艺条件.试验萃取效率达93%以上,反萃取效率接近100 。经反萃取处理的萃取剂可以循环使用。有机物浓缩倍数为10倍,该浓缩液经分析。可直接回用于生产中。
关键词:萃取一反萃取l 染料中问体} H 酸废母液
中图分类号:X703 文献标识码:A 文章编号:1003—6504(2003)04—0033—03
H 酸(1一氨基一8一萘酚-3,6一二磺酸)是一种重要的萘系染料中间体,在酸析工序中加入硫酸(或盐酸)析出H酸单钠盐【1],过滤后所得废母液(不包括洗涤水)属高浓度、高酸度、高盐度和高色度的有机废水,不可能采用传统的生化和物化等方法处理[2 ]。目前,对于此类萘系染料中间体废水的处理方法有萃取法、吸附法、浓缩法、碳化和焚烧法、膜分离法、冷冻法、化学氧化法、电解法、生化法和重氮盐法[4]。其中最有效和最经济的方法是利用废母液中有机物特定的基团及酸性,通过离子缔合与交换的萃取法(方法机理参见文献[5]),将废母液中的染料中间体一步提浓后回用至H酸生产工艺中。本文主要研究染料中间体 H 酸生产过程产生的废母液中有机成分(主要是H 酸)资源化处理技术。通过静态杯皿试验,系统地研究了此萃取一反萃系统对H 酸废母液的萃取和反萃取过程的特征,并对提高回收物的浓缩倍数进行了试验。
I 试验部分
1.1 材料
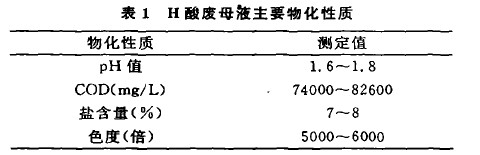
H 酸废母液:取自湖北省楚源精细化工公司H 酸生产车间,母液外观呈棕黑色,其他物化性质见表I。
1.2 试验方法
1.2.1 试验装置及仪器
萃取和反萃取试验装置采用自制的间歇式混合澄清槽;YT 型COD加热器;721型分光光度计;PHS-3C精密pH 计;HJ一5型多功能搅拌器;HP1090高效
液相色谱分析仪。
1.2.2 试验方法
在500mL间歇混合澄清槽中,加入约250mL已调节pH值的废母液,再加入一定量的7301萃取剂、正辛醇和磺化煤油的混合物,搅拌5~ lOmin,静置分
层,取下层萃取相作分析。经分离的饱和萃取相(上层有机相)加入500mL间歇混合澄清槽中,与一定浓度的碱液搅拌接触,静置分层,上层有机相为回用的萃取剂,下层为反萃下来的萘系磺酸钠盐溶液(即浓缩液)。
2 结果与讨论
根据萃取与反萃取过程机理以及试验研究表明,萃取剂浓度、被萃取的H 酸废母液的pH 值、萃取相比(萃取剂与水两相的体积比即A/O)和萃取助剂的
添加量是影响萃取效果最主要的4个因素,也是本试验中着重考察的4个主要工艺参数。其它影响因素,如搅拌强度、萃取温度、萃取接触和分相时间等虽然也
影响萃取效果,但可依经验取值。
2.1 萃取正交试验各因素取值范围试验
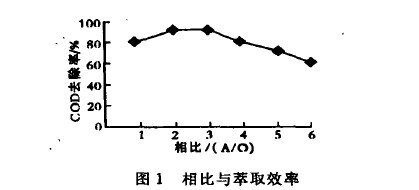
2.1.1 萃取相比A/0
H 酸废母液与有机相体积比(A/O)对萃取效率(以COD的去除率计)的影响试验结果如图l所示。由图1可知,在不同的相比条件下,H 酸母液的萃取效率有较明显的影响,在A/0 为3时,萃取效率最高,约为93% ,因此,取A/O:2~4为正交试验相比取值范围。
2.1.2 H 酸母液的pH 值
H 酸母液在萃取之前用硫酸或氢氧化钠溶液调节母液的pH 值进行萃取反应,得出不同的pH 值条件下的COD去除率,试验结果如图2。

由图2可知,H 酸母液的pH 值对萃取效率有较大的影响,当废母液的pH值较低(酸度较大)时,萃取率并不高,但随着pH 值的升高,萃取率有所提高,但
提高的幅度不大,这是因为萃取剂7301对无机酸也有较强的萃取能力,当酸度较大时,7301对无机酸萃取分配系数增大,当pH 值升至一定的值时,7301对无
机酸和对萘磺酸萃取所达到的平衡有利于萃取萘磺酸类,因此,对废母液中的萘磺酸类的萃取率达到较高值。当母液pH 值继续升高时,萃取率急剧下降。由
此可见正交试验母液pH值范围在1~2。
2.1.3 萃取剂浓度
萃取剂7301与磺化煤油及助剂以不同的体积比混合,可配制为不同浓度的萃取剂。由于废母液中COD浓度较高,确定萃取剂浓度在10 9,6~50 范围内,选择几种浓度进行试验,结果如图3所示。
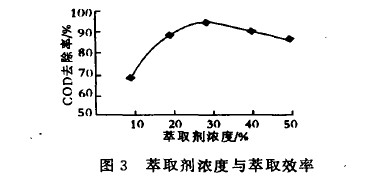
由图3可知,适当提高萃取剂浓度有利于废母液中有用物质回收和浓缩,但萃取剂浓度提高至40 以上时,对废母液中有机物的萃取率有明显下降,其缘由
是萃取荆浓度高,其萃取相的粘度也增大,油水两相的混合分散性较差,影响两相间的传质效果。因此取25 ~35 9,6为正交试验萃取剂浓度范围。
2.1.4 萃取助剂的添加量
在萃取剂7301与磺化煤油的混合液中添加一定量的正辛醇作助剂,可以降低萃取相的粘度,有利于萃取的传质过程,同时也有利于消除在萃取时萃取有机
相因萃取了萘磺酸类有机物而形成第三相。其添加量对萃取效率的影响的试验结果如图4所示。
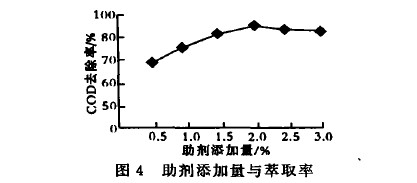
从图4可知,在萃取剂7301和磺化煤油的混合液中添加一定量的正辛醇对萃取过程是有益的,但正辛醇的添加量过大,则对废母液中的COD去除的作用不大,其缘由是随着正辛醇的添加浓度增加,废母液中的溶解量也增加,对COD 去除有一定的负面影响。所以,正辛醇的添加量可以经验取值在2 左右范围内,不作为正交试验的考察因素。
2.2 正交试验结果
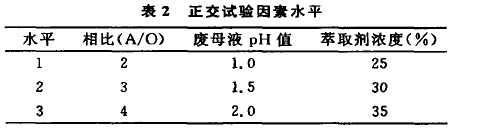
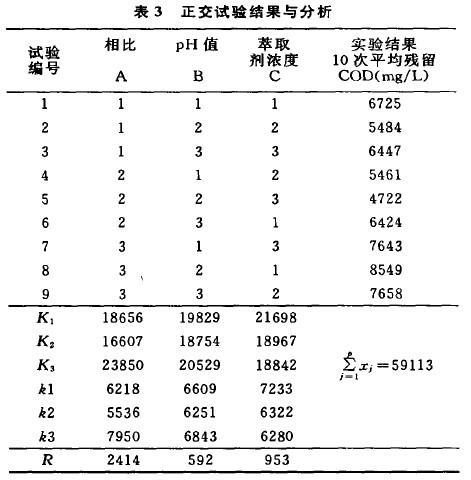
根据上述4个单因素试验结果及分析,确定正交试验因素水平列于表2中,正交试验结果和分析列于表3中。
由正交试验结果分析,三因素显著性顺序是:相比、萃取剂浓度、废母液pH值。最佳萃取效果的条件组合为Az B2C。,萃余液残留COD 为4722mg/L。此
时废母液澄清透明,有机质的含量很少,其中含有一定量的还原性无机物,如亚硫酸钠、硫酸铵等占有大部分的cOD,因此,后续的可采用化学氧化法或其他方法处理达标排放。
2.3 反萃取试验结果
反萃取选用NaOH 水溶液作为反萃剂,其相比(A/O)取1:4,NaOH 溶液浓度分别用10 9,6、15 、20 9,6和25 ,对负载饱和的萃取剂进行反萃取试验。
结果发现,2O NaOH 溶液反萃取效果最好,反萃取效率接近100 ,浓缩倍数近似10倍,反萃取浓缩液的COD为84万mg/L,萃取剂可循环使用。
浓缩液经硫酸酸析和干燥,得灰色粉状固体,与H 酸工业品外观相似,经高效液相色谱仪定性和定量分析表明,起主要成分是H 酸和作为原料的T酸。据
此可将浓缩液回用于H酸的酸化生产工序中。从而废母液中的有用资源得以利用,并取得一定的经济效益。
3 结论
(1)以7301一磺化煤油一正辛醇一NaOH 萃取一反萃取体系处理染料中间体H 酸生产废母液实施资源化利用是可行的。萃取最佳工艺条件是:萃取剂浓度
35 9,6;萃取相比(A/O)取3:1;H 酸废母液的pH 值为1.5;反应接触时间取8~ 10min;静置分离时间为2O~30min~处理过程在常温下进行。在最佳工艺条件下,经萃取处理后,废母液中COD去除率达93 9,6以上,再由后序物化处理达标排放。
(2)用浓度为2O 9,6NaOH 溶液作反萃剂,反萃相比(A/O)为1:4,反萃取效率接近100 9,6,萃取剂重复使用,萃取效率不受影响,有机物浓缩倍数近似1O倍。
(3)反萃浓缩液中的主要成分是H 酸钠盐和T酸钠盐,经酸析处理后析出的固体主要成分是H 酸和T酸,其他杂质含量很少。可从浓缩液H 酸生产的酸析工序,回收废母液中有用成分,降低废液处理成本。
摘自:百度文库
广州市荣庆化学制品有限公司 版权所有(C)2014 网络支持 中国化工网 全球化工网 生意宝 著作权声明 粤ICP备20021535号-1

