|
影响色织间色面料色牢度因素的研究
传统色织间色面料的染整工艺中,造成色织间色面料产生沾色的原因是什么?在通过比较耐水渍色牢度、渗色牢度和撞白牢度,以及根据染料的用量调整皂洗工艺参数及固色剂的用量,确定合理的皂洗工艺和固色工艺后解决了沾色问题,保证了成品的质量。
色织面料是采用染色或漂白纱线结合花型变化而织成的纺织品,所有的针织物均可采用色织的方式织造。常见的色织面料有花灰布、色织网眼布、色织汗布(弹力汗布)、色织毛圈布等。
染色方式有纤维染色、纱线染色两种。纱线染色后,无需再进行剧烈的煮漂、染色加工,仅需要进行水洗或直接整理定形即可为成品,且花型组织清晰、品种变化万千、产品附加值高。
在生产过程中,因色织间色面料可由深、中、浅(或漂白)不同的颜色组成,不同颜色之间的色牢度必然也会不尽相同,故在面料的后续加工过程中(如水洗、定形),难免会产生颜色之间的相互沾污。
本文针对此类问题,对色织间色面料的生产工艺进行了一系列的优化和改进,并由工厂大货生产来验证,最终得出能够明显改善此类问题的生产工艺。
1·生产工艺
1.1试验材料
织物:面纱19.5 Tex(30S)精梳棉+地纱29.0 Tex(20S)精梳棉色织间条毛圈布。
颜色组合:A#深宝蓝、B#深绿、C#中湖蓝、D#浅柠绿、E#浅紫。
染料与助剂:活性染料,分散剂PEL、分散剂4200、高效无泡皂洗剂5N、固色剂HRT、纱线平滑剂HG、软油LM、软油TF442等。
1.2设备与仪器
立信高温高压筒子纱染色机、红外微波烘纱机、立信常温溢流染色机、门富士热风拉幅机、门富士定形机、水洗牢度试验机。
1.3测试标准及方法
耐水渍色牢度:分别按AATCC107和GB/T 5713标准进行测试。渗色牢度:按Dairymaid Method标准进行测试。
撞白牢度:按GB/T 22849附录A标准进行测试,用染色布与白布(替代多纤)缝在一起进行牢度测试,测试的目的是评估色布与白布搭配缝制衣服时,色布的掉色沾色情况。
1.4工艺流程
纱线染色→后处理皂洗→固色加软→常规干纱及翻纱→织布→染缸内水洗(回缩幅宽)→针链机干布(验布)→整理定形→成品检验。
1.5染整工艺
1.5.1正常染纱前处理工艺
煮纱工艺处方及条件:
渗透精练剂WLS 1%
32%Na OH 4.21%
50%H2O2 1.7%
浴比 1∶8.5
温度 100℃
时间 30 min
酸洗工艺处方及条件:
85%HCOOH 0.6 g/L
温度室温
时间 10 min
除氧工艺处方及条件:
除氧酵素R-200 0.02%
温度室温
时间 15 min
1.5.2染色
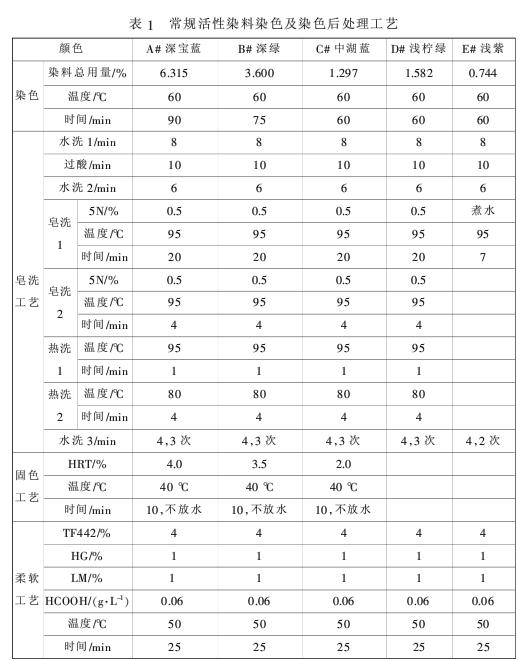
常规活性料染色工艺,以及染色后皂洗、固色、柔软工艺见表1。
1.6干纱及翻纱
红外微波烘纱机烘干纱线,以出口处纱线干为准,干纱后进行翻纱处理。
1.7织造
根据坯布的组织规格选择织造的工艺参数:筒径762 mm(30"),针数2 260针,转速20 r/min。
1.8染缸水洗处理工艺
工艺条件:冷水运行30 min,
浴比1∶10。
1.9拉幅烘干
坯布在水洗过程中,幅宽自然收缩,达不到成品幅宽要求,且前后不一致,通过轧水拉幅烘干使幅宽均匀稳定。
1.10干布验布
烘干发现有明显的颜色沾污现象:深宝蓝沾到中湖蓝、深绿间条上,非常严重;而浅柠绿、浅紫则没有沾污,但测试其相关沾色牢度也较差。
1.11整理定形
为达到较好的抗皱性能,需要进行免烫整理,免烫整理同浴中加入柔软剂使面料获得较佳的手感。
2小样试验
经过多次小样试验的验证得出,此类情况是由于其纱线染色的皂洗及固色工艺不合理所造成的。因为色织间色面料组合中颜色较多,在纱线染色工艺中,深宝蓝、深绿、中湖蓝使用阳离子固色剂固色处理,而浅柠绿、浅紫则未做固色处理。在这5个颜色中,深宝蓝色最深(染料浓度较高),虽然做固色处理,但仍会有少量浮色存在,在水洗过程落入水中,被较浅的深绿、中湖蓝上的阳离子固色剂抢色,导致二次吸附而产生沾污现象。而不固色处理的浅柠绿和浅紫则没有抢色而不被沾污。故此面料沾污原因是阳离子固色剂抢色所致,也说明染纱固色工艺中安排的固色处理和固色剂使用量都不太合理。
综上所述,在加工此类色织间色面料时,纱线染色后处理不仅皂洗要充分,而且需合理安排深浅色的固色及寻求最佳固色剂的用量,以达到染纱固色工艺的完善。
对于已沾污的面料,试验室小样采用以下两种工艺尝试去除。
工艺1处方及条件:
分散剂4200 2 g/L
分散剂PEL 2 g/L
温度 95℃
时间 20 min
工艺2处方及条件:
分散剂4200 2 g/L
分散剂PEL 2 g/L
温度 50℃
时间 20 min×2次
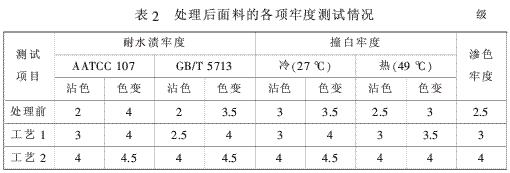
大货按工艺2回修后,沾色已完全去除,而工艺1因为温度过高虽然在一定程度上去除了布面的浮色(沾色),但其最终结果比工艺2明显要差。测试处理后面料的各项牢度结果见表2。
3·生产工艺改进
3.1改进工艺
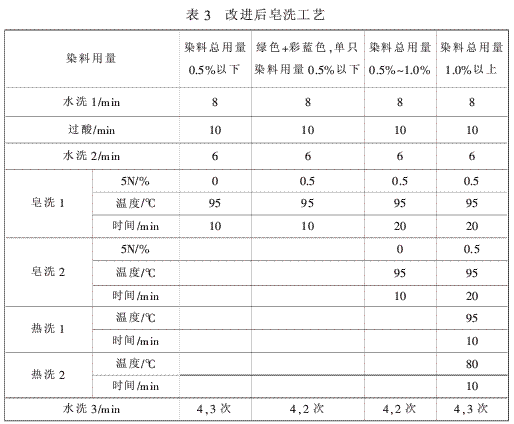
3.1.1纱线染色后皂洗工艺的改进
改进后的皂洗工艺见表3。
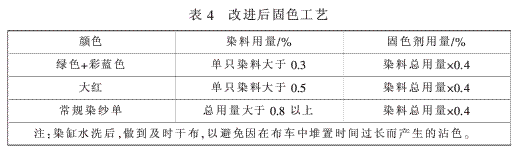
3.1.2固色工艺的改进原固色工艺:染料总量大于1%,固色剂用量2%,染料量每增加1%,固色剂用量增加0.5%,固色剂用量最高为5%。改进后固色工艺表4。
3.2大生产实践
从改进工艺后的大货生产中任意抽出6缸面料,测试其相关牢度及面料有无沾色情况,相关牢度测试结果见表5。
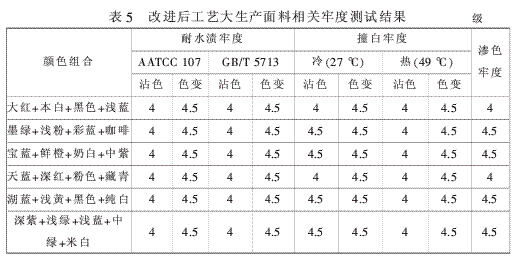
从表5测试结果来看,改进后的工艺对面料沾色及相关牢度有明显的改善及提高。所抽6缸面料验布均未发现有颜色沾污及相互渗色现象。
4·结论
色织间色面料必需在纱线染色后做充分皂洗,而且需合理安排深浅色的固色及完善固色工艺,以达到尽量避免或改善颜色沾污问题。
4.1染纱前先了解订单成品颜色组合,以及每个颜色,从而决定哪些色需要固色,哪些色不需要固色,不完全按照颜色深浅来决定是否固色。
4.2对于色织间色面料,绝大多数情况是两个间条或是两个以上的间条需要固色,故尽可能不选用离子性太强的固色剂,且当固色剂含固量相对较高时,用量不可超过4%。
4.3应根据不同染料浓度合理使用阳离子固色剂的量,因固色剂用量过多,反而使纱线大量沾附固色剂,在面料落缸洗水时造成二次吸附以及把落入水中的浮色固着到其他颜色的间条上。
4.4染缸水洗采取大浴比、低负载的原则。
4.5出缸后须尽快干布,压在布车中时间越长,沾色风险越大。
|